ご質問いただきありがとうございます。
まず、推測される製造工程としては、以下のとおりです。
巻取→低温焼きなまし→セッチング→検査
この中で、変形に影響する工程としては、巻取とセッチングになるかと思います。
この2つの工程での要因について記載します。
(巻取工程)
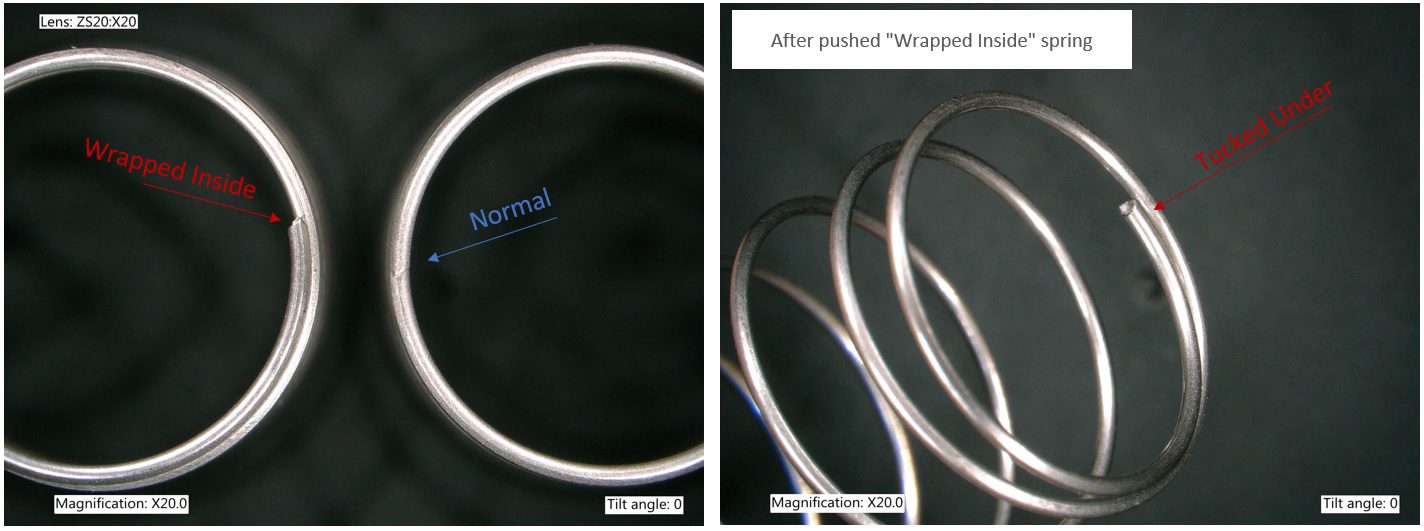
おそらく写真のばねは、NCなどの自動機で多量に巻取り成形されたばねかと思います。
弊社は、少量生産のため旋盤式の巻取り機を使用しているため、実務に基づいた
回答はできません。文献を基にした回答になります。ご了承願います。
自動機の方式や機構によって該当しない項目もあるかと思いますが、
コイル径に影響を与える以下の項目となります。
・芯金やワイヤガイドの形状不良
・コイリングピンの形状不良、位置不良、制御不良
・ピッチツールの形状不良
・材料を送るフィードローラの締付け圧力不良
・材料の送り速度超過
・ばねに対してワイヤガイド、芯金、コイリングピンが不適正
・カッティングツールの形状不良
・芯金とカッティングツールのクリアランス不良
・カッティングツールの形状不良
(セッチング工程)
・無研削のため座りが悪く、座屈し変形
以上が考えられます。少しでもお力になれたら幸いです。